
Like a Launder, Only Better!
A launder is used to transport molten metal. The basic construction of a launder is a steel trough lined with refractory material to insulate the molten metal from the steel. (Insulating both thermally and chemically.) The molten metal will lose heat as gravity draws it down the launder. If the heat is lost too quickly, the metal will freeze in the launder. There are a number of factors that influence the rate of heat loss including:
Cross Section Area and Metal Velocity - The molten metal cross sectional area and metal velocity are related. Small cross sections are limited to 8 to 15 cm/s (centimeters per second), while large cross sections can have velocities of up to 25 cm/s
Profile (Cross sectional shape of the refractory liner) - Wide flat launder profiles result in more heat loss, but support higher volumes. Deeper rounded bottom launders retain much more heat, but operate at lower volumes
Refractory Thermal Conductivity - The refractory choices are typically limited to those with excellent thermal insulating properties as well as chemical properties
Convective Airflow - The more cool air flowing over the launder, the faster the metal will cool
Typically, the application defines the requirements for total volume and rate of transfer needed in the launder system. Consequently, the launder system must be designed to meet these needs while retaining as much heat as possible. Increasing stack temperatures to compensate for a (thermally) lossy launder system is not a good practice. The higher stack temperatures mean higher energy consumption, accelerated furnace liner wear, accelerated pump wear, and accelerated launder wear. An open launder system loses heat by conduction, radiation, and convection. The majority of heat loss is through conduction via the refractory insulation, so the minimizing the surface area in contact with the refractory insulation to cross section of the molten metal is key. This explains why the rounded bottom launder has better thermal efficiency than the flat bottomed launder. To reduce losses from both convection and radiation, a launder may be covered.
Refractory Lined Pipe
A refractory lined pipe at 50% capacity is much like a covered launder system:
Rounded Bottom Profile - Minimizes surface area that is in contact with the refractory insulation and therefore minimizes the conductive heat loss
Convective and Radiative Heat Transfer - With an airtight cover, convection cooling is almost completely eliminated
Low Dross - The atmosphere within the refractory lined pipe is limited as compared to an open launder, so there is less opportunity to create dross during transfer
A system of refractory lined pipe configured like a covered launder system. Improves flow, reduces heat loss, minimizes freezing risks, and allows for easier freeze recovery.
As the metal is transported in an enclosed system, oxide generation is next to none.
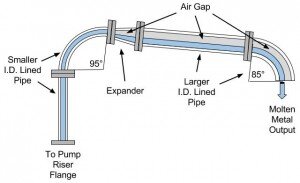
Typically, it is best practice to use a smaller diameter of lined pipe from the pump riser to the highest point in the transfer system. After the elbow that transitions from the vertical rise to the horizontal flow, an expander is used to mate the larger diameter lined pipe. The smaller diameter riser provides for higher velocity and faster fill times, while the larger diameter pipe:
Reduces heat loss to about 0.3°F (0.17°C) per meter, at a transfer rate of 1000lbs/min (7.5kg/s)
Minimizes freezing risk
Improves freeze recoverability
Some applications also use an "inert gas drip" to displace the air in the larger diameter refractory lined pipe. This further reduces dross generation by displacing the available oxygen.
Learn more about molten metal transfer pump here.